Water Content Monitoring Across the Vegetable Oil Process
From crude oil intake through refining, bleaching, deodorising, blending, and packaging. One instrument platform, calibrated for each fluid and process stage.
The Challenge
Water content matters at every stage of vegetable oil processing. Too much moisture at intake degrades quality during storage. Residual water after refining affects shelf life and flavour stability. And in specialty applications like chocolate production, even trace moisture causes product defects. Each stage has different tolerance limits, different fluid properties, and different measurement requirements.
Multiple Process Stages
Crude intake, degumming, bleaching, deodorising, blending, and packaging — each with different moisture limits and different oil compositions.
Varying Dielectrics
Soybean oil, sunflower oil, rapeseed oil, coconut oil, and palm olein all have different dielectric properties. A single generic calibration does not work across all types.
Specialty Applications
Melted chocolate, cocoa butter, and other food-grade fluids are sensitive to trace moisture. Water causes sugar bloom, viscosity changes, and emulsion instability.
Lab Bottlenecks
Karl Fischer titration remains the reference method but cannot keep pace with continuous processing. Results arrive after the product has already moved to the next stage.
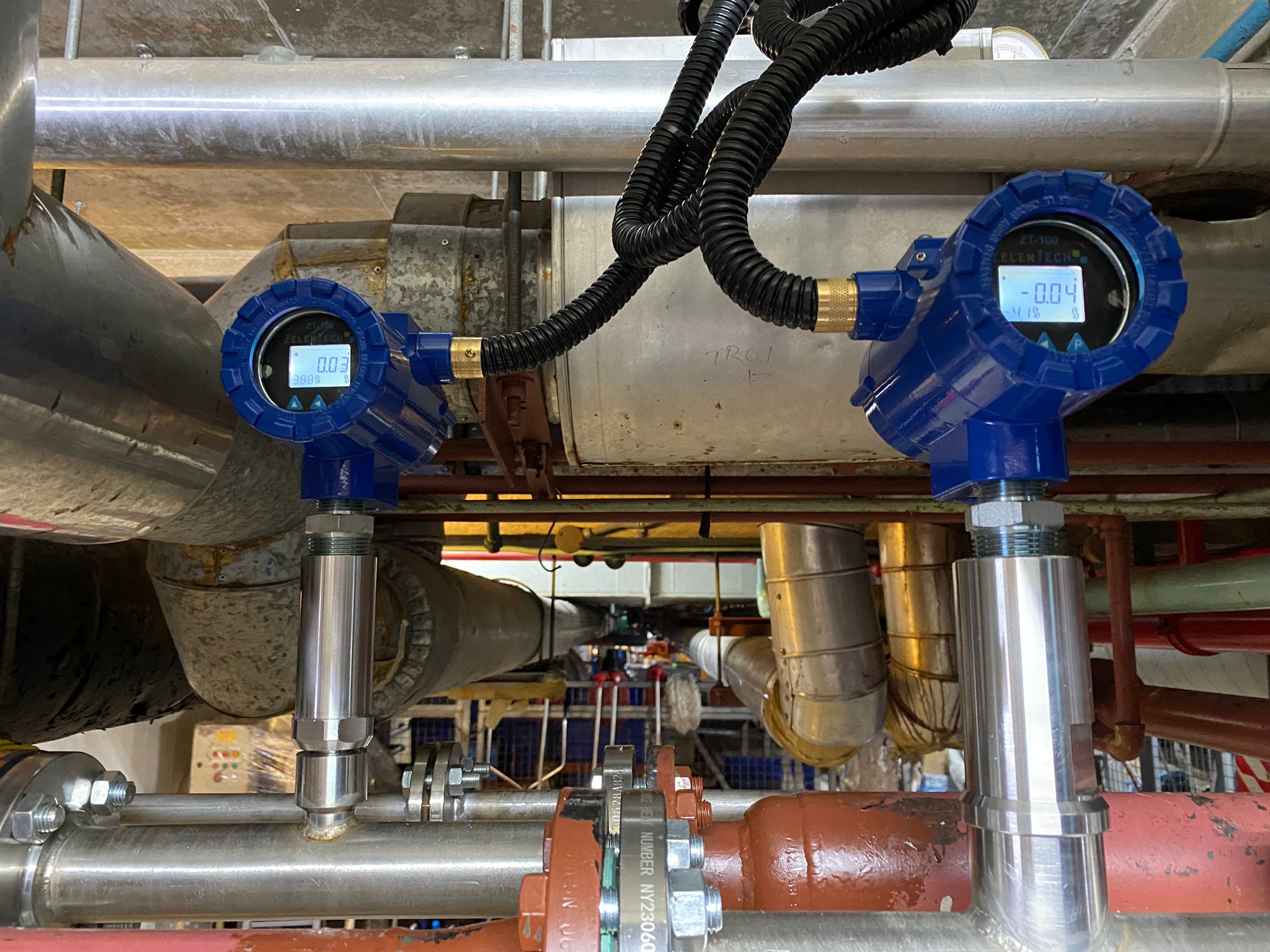
How Zelentech Solves It
The ZT-100 capacitance platform can be calibrated for the specific dielectric properties of each vegetable oil type and process fluid. This means the same instrument design — with the same installation, output signals, and field reliability — works at every measurement point in the process, each with a calibration matched to the actual fluid.
At crude intake, the instrument monitors incoming oil quality and flags loads that exceed moisture limits before they enter storage. In the refinery, it verifies drying stages and confirms that bleaching and deodorising steps achieve target moisture levels. At blending and packaging, it provides final quality assurance on the finished product.
For specialty applications such as melted chocolate and cocoa butter, the instrument detects moisture at levels where it causes sugar crystallisation, viscosity changes, and emulsion breakdown — providing early warning before the batch is compromised.
Multi-Oil Calibration
Factory calibrated for specific oil types — palm, soy, sunflower, coconut, rapeseed, or custom fluids including chocolate and cocoa butter.
Every Process Stage
Same instrument platform from crude intake to finished product. Consistent measurement method across the entire process chain.
Food-Grade Compatible
Stainless steel wetted parts. No consumables, no reagents, no contamination risk. Suitable for food and edible oil environments.
Key Specifications
| Medium | Vegetable oils, edible oils, cocoa butter, melted chocolate |
| Calibration | Oil-specific dielectric curve (factory or field) |
| Sensitivity | From 0.01% water content |
| Response Time | 1 second |
| Wetted Materials | 316L stainless steel |
| Power | 24 VDC, loop powered |
| Output | 4–20mA + HART |
| Applications | Refinery intake, drying verification, blending, packaging, chocolate processing |
Recommended Products

Need Water Monitoring for Your Oil Process?
Tell us about your oil type, process stage, and measurement requirements — we’ll recommend the right calibration and configuration.